富山県富山市 ポルシェ ガラスコーティング 車のコーティングと手洗い洗車 ベルクート |石川県河北郡




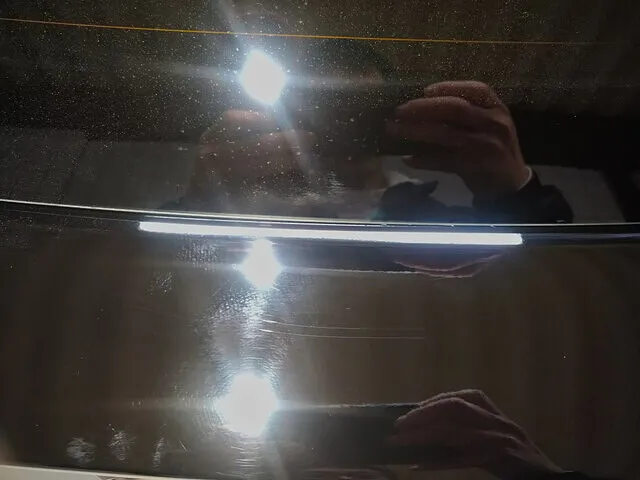
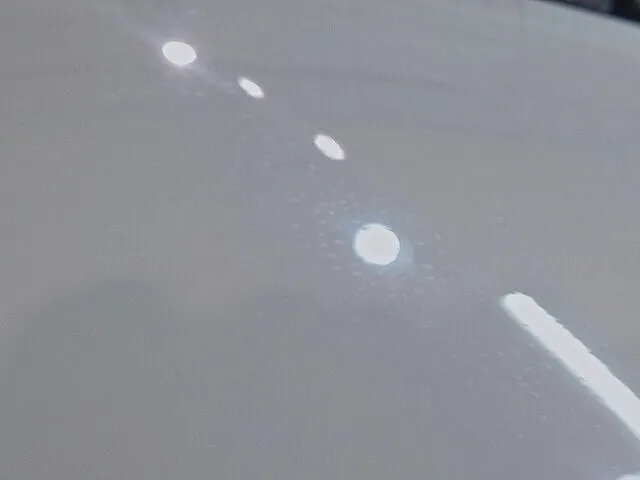
ボディに溜まった汚れ・イオンデポジット・ウォータースポットのシミ汚れ・鉄粉・ピッチタールなどを除去していきます。
こういった一連の作業も研磨前の下地処理としては重要な作業工程です。作業時間も半日ほどかかってしまいます。
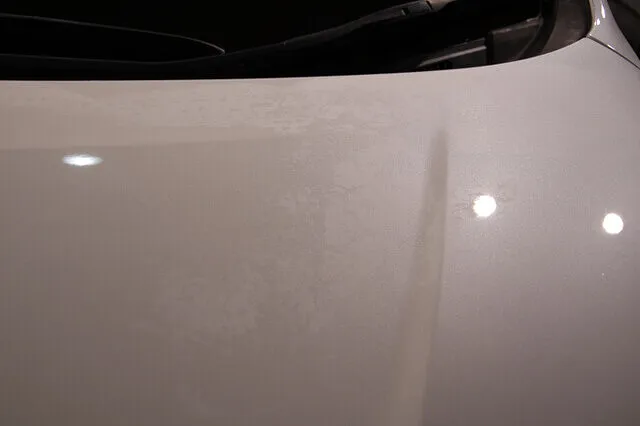
イオンデポジット・ウォータースポットのシミ汚れを除去しながらボディの状態を見つつ、除去できていない箇所がないかチェックしていきます。
ボディの細かい箇所にはコンパウンドのカスが残っていました。


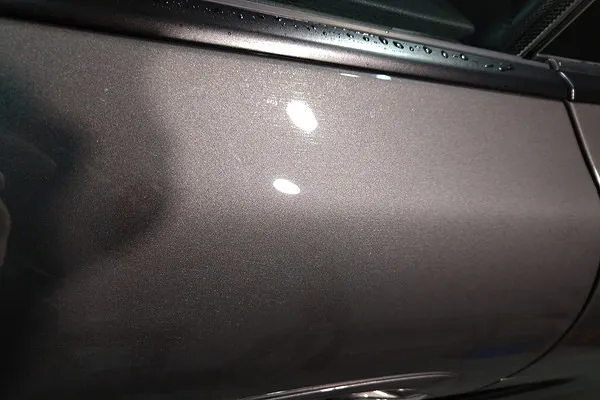
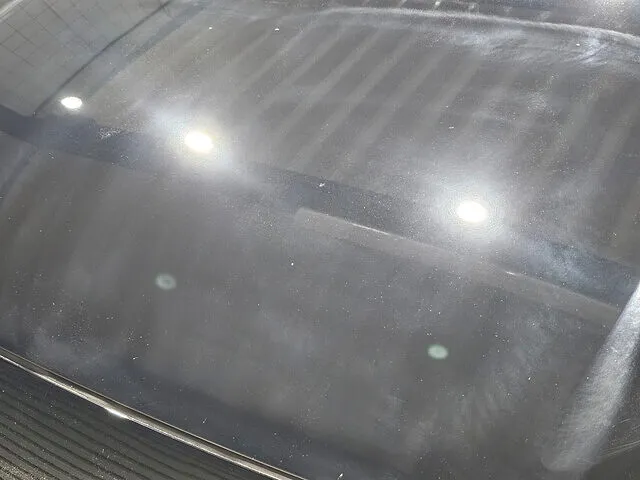
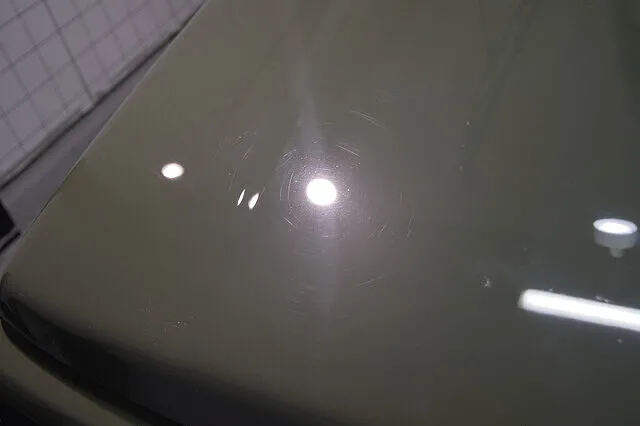
当店では従来からある塗装に熱を与える磨きではなく、熱を与えない磨き「抑熱研磨技術」をご提供しております。
塗装は熱を与えると収縮し柔らかくなります。熱を与える磨きでは塗装に磨き傷が入りやすくなってしまいます。
磨き傷がはいるとさらに磨き傷を消すためにもう一度磨きをかけなければならないため、余計に塗装を磨いてしまう結果になります。塗装を磨くといっても限界がありますから、余計に磨くことほど無駄なことはありません。
一方、熱を与えない磨き「抑熱研磨技術」では塗装が熱により収縮することはありませんので、磨き傷が入ることはありません。
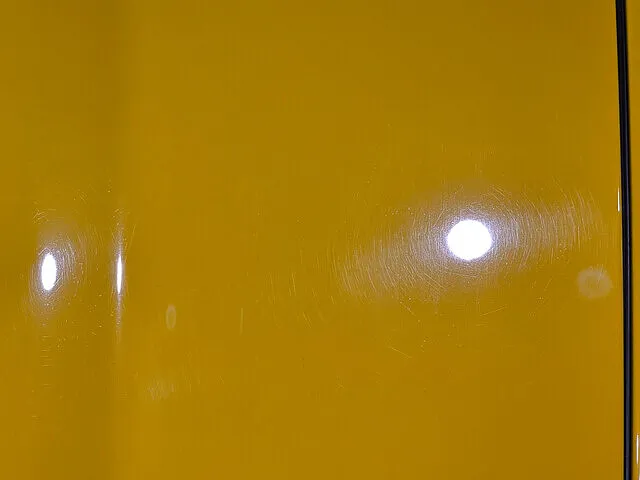
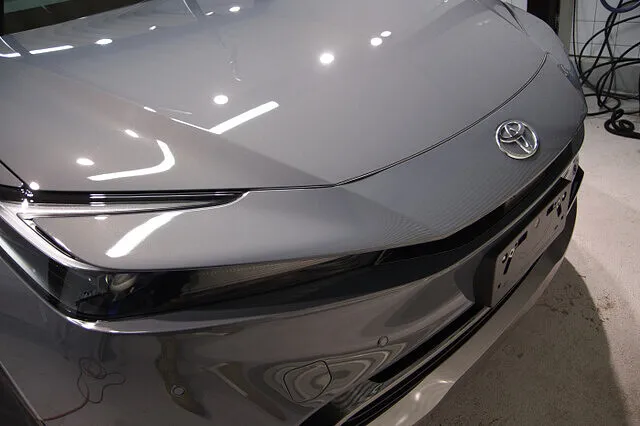
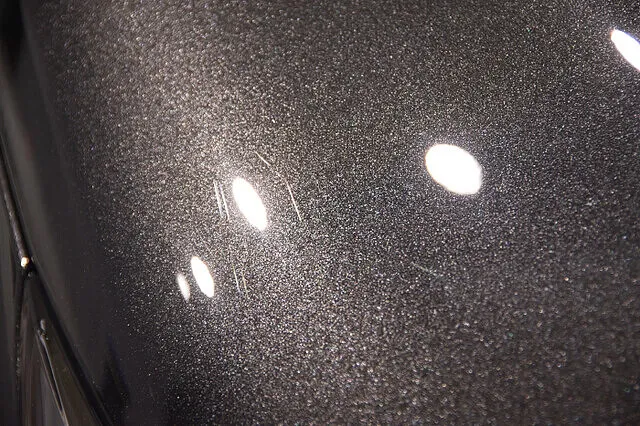
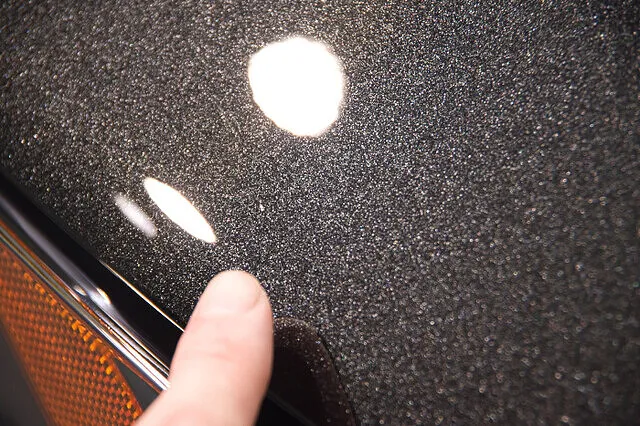
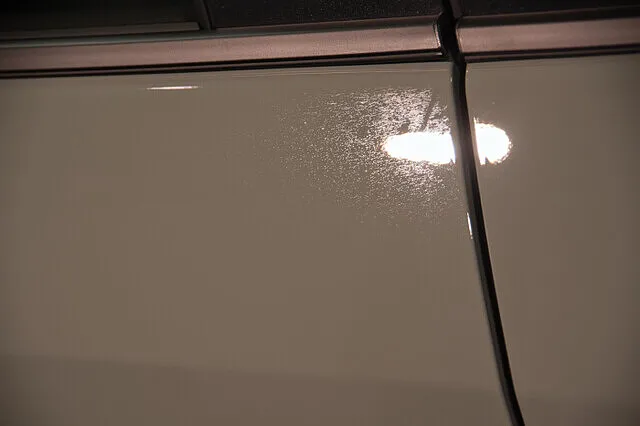
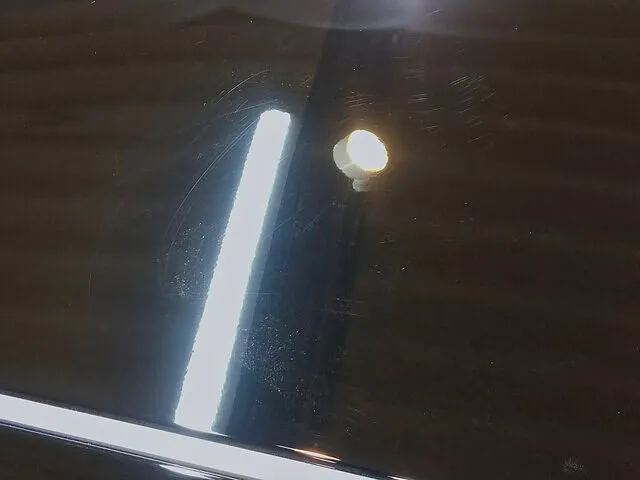
写真で撮ってみると傷が少ないように見えますが、実際には写真で撮れないようなグルグル傷が多くありました。グルグル傷も「抑熱研磨技術」により的確に傷を除去しつつ、塗装の美しさを引き出すことができました。


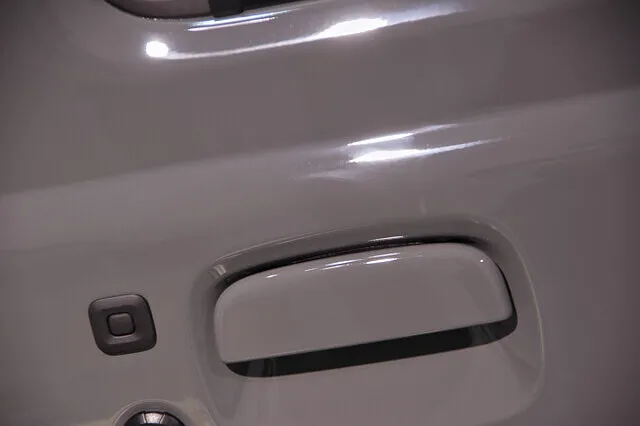
樹脂バンパーには磨いた時についたコンパウンドの痕。
マスキングが不十分だったのか?これも除去して綺麗にします。

磨き工程がおわりましたら、洗浄及び脱脂をしてガラスコーティング施工前の準備をします。
ガラスコーティング剤は常温硬化型です。塗った直後からどんどん固まっていきますので、ガラスコーティングがムラにならないように手早くも丁寧に作業をすすめていきます。

ガラス被膜は常温硬化の場合でも24時間の硬化ブランクが必要となります。
硬化ブランク中は水濡れはもちろん湿気による濡れも厳禁となりますので、湿度も適切な管理が必要となります。
当店ではカーボンヒーターでも硬化を促進しておりますが、キッチリ24時間の硬化ブランクをとっていますので、ガラス被膜は完全硬化後のお引渡しとなります。




耐イオンデポジット性を極限まで特化させた次世代のガラスコーティングです。
ガラスコーティング被膜は有機コーティングの耐イオンデポジット性と無機コーティングの耐久性を兼ね備えており、2層からなる撥水構造により無機物の汚れであるイオンデポジットの付着を大幅に軽減できます。
ご愛車の仕上がりにはお客様にも大変お喜び頂く事ができました。
今後ともメンテナンスのご入庫等でお車を美しく保つお手伝いをさせて頂けましたら幸いです。
この度はカーコーティング専門店ベルクートへご依頼頂き誠にありがとうございました。

・店舗では営業中であってもシャッターを閉めきらせて作業をしております。申し訳ありませんが、コーティング施工中は応対はできません。
・不定休のため、突然休みとなる場合もございます。お電話が繋がらない場合はメールでのお問い合わせをお願いいたします。
・申し訳ございませんが、室内空間及び作業上の都合により、LLサイズの車両は対応不可とさせていただいております。
〒929-0319 石川県河北郡津幡町能瀬ウ190番地1
営業時間:9:00~19:00
定休日:不定休
TEL:076-209-5106
E-mail:berkut@carcoating-berkut.com
 石川県かほく市 トヨタ ヴォクシー セラミックコーティング
石川県かほく市 トヨタ ヴォクシー セラミックコーティング
 石川県かほく市 日産 フェアレディZ セラミックコーティング
石川県かほく市 日産 フェアレディZ セラミックコーティング
 石川県野々市市 ホンダ ヴェゼル ガラスコーティング
石川県野々市市 ホンダ ヴェゼル ガラスコーティング
 石川県小矢部市 トヨタ カローラクロス セラミックコーティング
石川県小矢部市 トヨタ カローラクロス セラミックコーティング
 石川県金沢市 スズキ ソリオ ガラスコーティング
石川県金沢市 スズキ ソリオ ガラスコーティング
 石川県野々市市 メルセデスベンツ GLB グラフェンコーティング
石川県野々市市 メルセデスベンツ GLB グラフェンコーティング
 石川県金沢市 日産 ジューク グラフェンコーティング
石川県金沢市 日産 ジューク グラフェンコーティング
 石川県かほく市 シボレー コルベット セラミックコーティング
石川県かほく市 シボレー コルベット セラミックコーティング
 石川県七尾市 ホンダ シビックタイプR グラフェンコーティング
石川県七尾市 ホンダ シビックタイプR グラフェンコーティング
 石川県金沢市 スズキ スペーシアカスタム グラフェンコーティング
石川県金沢市 スズキ スペーシアカスタム グラフェンコーティング
 石川県河北郡 ホンダ ZR-V ガラスコーティング
石川県河北郡 ホンダ ZR-V ガラスコーティング
 石川県河北郡 スバル フォレスター グラフェンコーティング
石川県河北郡 スバル フォレスター グラフェンコーティング
 石川県河北郡 ボルボ XC60 セラミックコーティング
石川県河北郡 ボルボ XC60 セラミックコーティング
 富山県高岡市 トヨタ ヴェルファイア グラフェンコーティング
富山県高岡市 トヨタ ヴェルファイア グラフェンコーティング
 石川県河北郡 レクサス UX セラミックコーティング
石川県河北郡 レクサス UX セラミックコーティング
 石川県金沢市 ホンダ ヴェゼル セラミックコーティング
石川県金沢市 ホンダ ヴェゼル セラミックコーティング
 石川県金沢市 ホンダ ZR-V セラミックコーティング
石川県金沢市 ホンダ ZR-V セラミックコーティング
 石川県羽咋市 トヨタ クラウン グラフェンコーティング
石川県羽咋市 トヨタ クラウン グラフェンコーティング
 石川県金沢市 スバル WRX STI セラミックコーティング
石川県金沢市 スバル WRX STI セラミックコーティング
 石川県金沢市 AMG Sクラス グラフェンコーティング
石川県金沢市 AMG Sクラス グラフェンコーティング
 石川県金沢市 ホンダ アコード セラミックコーティング
石川県金沢市 ホンダ アコード セラミックコーティング
 石川県金沢市 スズキ フォレスター グラフェンコーティング
石川県金沢市 スズキ フォレスター グラフェンコーティング
 石川県金沢市 スズキ ジムニー グラフェンコーティング
石川県金沢市 スズキ ジムニー グラフェンコーティング
 石川県かほく市 トヨタ GRヤリス セラミックコーティング
石川県かほく市 トヨタ GRヤリス セラミックコーティング
 石川県河北郡 ホンダ N-ONE グラフェンコーティング
富山県富山市 ポルシェ ケンマン ガラスコーティング 施工事例
石川県河北郡 ホンダ N-ONE グラフェンコーティング
富山県富山市 ポルシェ ケンマン ガラスコーティング 施工事例  石川県金沢市 トヨタ RAV4 ガラスコーティング 施工事例
石川県金沢市 トヨタ RAV4 ガラスコーティング 施工事例
 石川県金沢市 ホンダ N-BOX ガラスコーティング 施工事例
石川県金沢市 ホンダ N-BOX ガラスコーティング 施工事例
 富山県富山市 日産 フェアレディZ ガラスコーティング 施工事例
富山県富山市 日産 フェアレディZ ガラスコーティング 施工事例
 石川県輪島市 マツダ3 ガラスコーティング 施工事例
石川県輪島市 マツダ3 ガラスコーティング 施工事例
 石川県金沢市 スズキ ワゴンR ガラスコーティング 施工事例
石川県金沢市 スズキ ワゴンR ガラスコーティング 施工事例
 石川県金沢市 トヨタ GRヤリス ガラスコーティング 施工事例
石川県金沢市 トヨタ GRヤリス ガラスコーティング 施工事例
 石川県河北郡 日産 ノート ガラスコーティング 施工事例
石川県河北郡 日産 ノート ガラスコーティング 施工事例
 富山県高岡市 マツダ ロードスター ガラスコーティング 施工事例
富山県高岡市 マツダ ロードスター ガラスコーティング 施工事例
 石川県河北郡 ジープ レネゲード ガラスコーティング 施工事例
石川県河北郡 ジープ レネゲード ガラスコーティング 施工事例
 石川県河北郡 ダイハツ アトレーワゴン ガラスコーティング施工
石川県河北郡 ダイハツ アトレーワゴン ガラスコーティング施工
 富山県高岡市 ルノー メガーヌRS ガラスコーティング 施工事例
富山県高岡市 ルノー メガーヌRS ガラスコーティング 施工事例
 石川県河北郡 トヨタ プリウス ガラスコーティング 施工事例
石川県河北郡 トヨタ プリウス ガラスコーティング 施工事例
 石川県金沢市 MINI クーパーS ガラスコーティング 施工事例
石川県金沢市 MINI クーパーS ガラスコーティング 施工事例
 石川県河北郡 VW ゴルフR ガラスコーティング 施工事例
石川県河北郡 VW ゴルフR ガラスコーティング 施工事例
 石川県金沢市 マツダ アクセラ コーティング 施工事例
石川県金沢市 マツダ アクセラ コーティング 施工事例
 富山県氷見市 ボルボ S60 ガラスコーティング 施工事例
富山県氷見市 ボルボ S60 ガラスコーティング 施工事例
 石川県金沢市 ホンダ ヴェゼル ガラスコーティング 施工事例
石川県金沢市 ホンダ ヴェゼル ガラスコーティング 施工事例
 石川県白山市 ダイハツ ウェイク ガラスコーティング 施工事例
石川県白山市 ダイハツ ウェイク ガラスコーティング 施工事例
 石川県河北郡 スズキ ジムニー ガラスコーティング 施工事例
石川県河北郡 スズキ ジムニー ガラスコーティング 施工事例
 石川県金沢市 スバル R1 ガラスコーティング 施工事例
石川県金沢市 スバル R1 ガラスコーティング 施工事例
 石川県河北郡 ホンダ ステップワゴン ガラスコーティング 事例
石川県河北郡 ホンダ ステップワゴン ガラスコーティング 事例
 富山県高岡市 日産 エクストレイル ボディコーティング 施工事例
富山県高岡市 日産 エクストレイル ボディコーティング 施工事例
 石川県河北郡 メルセデスベンツ Eクラス ガラスコーティング
石川県河北郡 メルセデスベンツ Eクラス ガラスコーティング
 石川県金沢市 トヨタ プリウス ガラスコーティング 施工事例
石川県金沢市 トヨタ プリウス ガラスコーティング 施工事例
 石川県白山市 BMW 3シリーズ ガラスコーティング 施工事例
石川県白山市 BMW 3シリーズ ガラスコーティング 施工事例
 石川県かほく市 ホンダ ステップワゴン ガラスコーティング
石川県かほく市 ホンダ ステップワゴン ガラスコーティング
 富山県小矢部市 スズキ クロスビー ガラスコーティング 施工事例
富山県小矢部市 スズキ クロスビー ガラスコーティング 施工事例
 石川県河北郡 トヨタ アルファード ガラスコーティング 施工事例
石川県河北郡 トヨタ アルファード ガラスコーティング 施工事例
 石川県鳳珠郡 日産 オーラ NISMO コーティング施工事例
石川県鳳珠郡 日産 オーラ NISMO コーティング施工事例
 石川県羽咋市 VW パサートヴァリアント ガラスコーティング
石川県羽咋市 VW パサートヴァリアント ガラスコーティング
 石川県かほく市 ホンダ N-VAN ガラスコーティング施工事例
石川県かほく市 ホンダ N-VAN ガラスコーティング施工事例
 石川県金沢市 スズキ ジムニー ガラスコーティング
石川県金沢市 スズキ ジムニー ガラスコーティング
 石川県かほく市 三菱 アウトランダー ガラスコーティング施工事例
石川県かほく市 三菱 アウトランダー ガラスコーティング施工事例
 石川県野々市市 アウディ A4 セラミック系コーティング施工事例
石川県野々市市 アウディ A4 セラミック系コーティング施工事例
 石川県加賀市 マツダ アテンザ コーティング施工事例
石川県加賀市 マツダ アテンザ コーティング施工事例
 富山県富山市 レクサス RX ガラスコーティング施工事例
富山県富山市 レクサス RX ガラスコーティング施工事例
 富山県富山市 トヨタ カローラツーリング ガラスコーティング施工
富山県富山市 トヨタ カローラツーリング ガラスコーティング施工
 石川県かほく市 ホンダ バモス ガラスコーティング施工事例
石川県かほく市 ホンダ バモス ガラスコーティング施工事例
 石川県野々市市 ホンダ フリード ガラスコーティング施工事例
石川県野々市市 ホンダ フリード ガラスコーティング施工事例
 石川県河北郡 アウディ S7 ガラスコーティング施工事例
石川県河北郡 アウディ S7 ガラスコーティング施工事例
 富山県砺波市 マツダ3 セダン ガラスコーティング施工事例
富山県砺波市 マツダ3 セダン ガラスコーティング施工事例
 石川県七尾市 レクサス LS ガラスコーティング 施工事例
石川県七尾市 レクサス LS ガラスコーティング 施工事例
 福井県坂井市 マツダ CX-5 セラミックコーティング施工事例
福井県坂井市 マツダ CX-5 セラミックコーティング施工事例
 石川県かほく市 日産 サクラ ガラスコーティング施工事例
石川県かほく市 日産 サクラ ガラスコーティング施工事例
 石川県金沢市 アルファロメオ 916 ガラスコーティング施工事例
石川県金沢市 アルファロメオ 916 ガラスコーティング施工事例
 富山県小矢部市 トヨタ ヤリスクロス ガラスコーティング施工事例
富山県小矢部市 トヨタ ヤリスクロス ガラスコーティング施工事例
 石川県河北郡 トヨタ シエンタ ガラスコーティング施工事例
石川県河北郡 トヨタ シエンタ ガラスコーティング施工事例
 石川県河北郡 トヨタ ヴォクシー ガラスコーティング 施工事例
石川県河北郡 トヨタ ヴォクシー ガラスコーティング 施工事例
 石川県鳳珠郡 トヨタ ハリアー ガラスコーティング施工事例
石川県鳳珠郡 トヨタ ハリアー ガラスコーティング施工事例
 石川県羽咋市 トヨタ プリウス セラミックコーティング施工事例
石川県羽咋市 トヨタ プリウス セラミックコーティング施工事例
 石川県かほく市 トヨタ プリウス セラミックコーティング施工事例
石川県かほく市 トヨタ プリウス セラミックコーティング施工事例
 石川県かほく市 スズキ ジムニー セラミックコーティング施工事例
石川県かほく市 スズキ ジムニー セラミックコーティング施工事例
 石川県金沢市 三菱 アウトランダー ガラスコーティング施工事例
石川県金沢市 三菱 アウトランダー ガラスコーティング施工事例
 石川県かほく市 トヨタ RAV4 ガラスコーティング施工事例
石川県かほく市 トヨタ RAV4 ガラスコーティング施工事例
 石川県河北郡 日産 ノート ガラスコーティング施工事例
石川県河北郡 日産 ノート ガラスコーティング施工事例
 石川県金沢市 日産 オーラ ガラスコーティング施工事例
石川県金沢市 日産 オーラ ガラスコーティング施工事例
 石川県河北郡 ホンダ シビックタイプR セラミックコーティング
石川県河北郡 ホンダ シビックタイプR セラミックコーティング
 富山県高岡市 アルピーヌ A110S セラミックコーティング施工
富山県高岡市 アルピーヌ A110S セラミックコーティング施工
 石川県河北郡 レクサス NX ガラスコーティング施工事例
石川県河北郡 レクサス NX ガラスコーティング施工事例
 石川県金沢市 ダイハツ アトレー ガラスコーティング施工事例
石川県金沢市 ダイハツ アトレー ガラスコーティング施工事例
 石川県小松市 トヨタ GR86 セラミックコーティング施工事例
石川県小松市 トヨタ GR86 セラミックコーティング施工事例
 石川県金沢市 トヨタ ランドクルーザー セラミックコーティング
石川県金沢市 トヨタ ランドクルーザー セラミックコーティング
 石川県金沢市 スズキ ジムニー ガラスコーティング施工事例
石川県金沢市 スズキ ジムニー ガラスコーティング施工事例
 石川県かほく市 レクサス LC グラフェンコーティング施工事例
石川県かほく市 レクサス LC グラフェンコーティング施工事例
 石川県羽咋市 レクサス UX ガラスコーティング施工事例
石川県羽咋市 レクサス UX ガラスコーティング施工事例
 石川県野々市市 日産 エクストレイル グラフェンコーティング施工事例
石川県野々市市 日産 エクストレイル グラフェンコーティング施工事例
 石川県河北郡 トヨタ カローラ ガラスコーティング施工事例
石川県河北郡 トヨタ カローラ ガラスコーティング施工事例
 石川県かほく市 レクサス RX セラミックコーティング施工事例
石川県かほく市 レクサス RX セラミックコーティング施工事例
 富山県小矢部市 トヨタ ライズ セラミックコーティング施工事例
富山県小矢部市 トヨタ ライズ セラミックコーティング施工事例
 石川県金沢市 レクサス RX ガラスコーティング施工事例
石川県金沢市 レクサス RX ガラスコーティング施工事例
 石川県金沢市 スバル フォレスター セラミックコーティング施工
石川県金沢市 スバル フォレスター セラミックコーティング施工
 石川県河北郡 トヨタ RAV4 ガラスコーティング施工事例
石川県河北郡 トヨタ RAV4 ガラスコーティング施工事例
 石川県河北郡 トヨタ ノア セラミックコーティング施工事例
石川県河北郡 トヨタ ノア セラミックコーティング施工事例
 石川県白山市 トヨタ アクア セラミックコーティング施工事例
石川県白山市 トヨタ アクア セラミックコーティング施工事例
 石川県金沢市 スズキ ワゴンR グラフェンコーティング施工事例
石川県金沢市 スズキ ワゴンR グラフェンコーティング施工事例
 富山県射水市 BMW M3 グラフェンコーティング施工事例
富山県射水市 BMW M3 グラフェンコーティング施工事例
 石川県河北郡 トヨタ ハリアー セラミックコーティング施工事例
石川県河北郡 トヨタ ハリアー セラミックコーティング施工事例
 石川県河北郡 VW ゴルフ セラミックコーティング施工事例
石川県河北郡 VW ゴルフ セラミックコーティング施工事例
 石川県白山市 VW ポロ GTI セラミックコーティング施工事例
石川県白山市 VW ポロ GTI セラミックコーティング施工事例
 石川県河北郡 ホンダ N-WGNカスタム ガラスコーティング
石川県河北郡 ホンダ N-WGNカスタム ガラスコーティング
 石川県かほく市 マツダ CX-8 ガラスコーティング
石川県かほく市 マツダ CX-8 ガラスコーティング
 石川県河北郡 トヨタ ノア グラフェンコーティング
石川県河北郡 トヨタ ノア グラフェンコーティング
 石川県金沢市 ホンダ N-BOX ガラスコーティング
石川県金沢市 ホンダ N-BOX ガラスコーティング
 石川県河北郡 トヨタ カローラスポーツ グラフェンコーティング
石川県河北郡 トヨタ カローラスポーツ グラフェンコーティング
 石川県河北郡 トヨタ ランドクルーザー ガラスコーティング
石川県河北郡 トヨタ ランドクルーザー ガラスコーティング
 石川県河北郡 スズキ ジムニー グラフェンコーティング
石川県河北郡 スズキ ジムニー グラフェンコーティング
 石川県金沢市 トヨタ RAV4 セラミックコーティング
石川県金沢市 トヨタ RAV4 セラミックコーティング
 石川県河北郡 ポルシェ 911 セラミックコーティング
石川県河北郡 ポルシェ 911 セラミックコーティング
 石川県七尾市 アウディ TT グラフェンコーティング
石川県七尾市 アウディ TT グラフェンコーティング
 石川県金沢市 ホンダ オデッセイ グラフェンコーティング
石川県金沢市 ホンダ オデッセイ グラフェンコーティング
 石川県河北郡 日産 オーラ グラフェンコーティング
石川県河北郡 日産 オーラ グラフェンコーティング
石川県かほく市 日産 フェアレディZ セラミックコーティング
石川県小矢部市 トヨタ カローラクロス セラミックコーティング
石川県野々市市 メルセデスベンツ GLB グラフェンコーティング
石川県かほく市 シボレー コルベット セラミックコーティング
石川県七尾市 ホンダ シビックタイプR グラフェンコーティング
石川県金沢市 スズキ スペーシアカスタム グラフェンコーティング
富山県高岡市 トヨタ ヴェルファイア グラフェンコーティング
石川県金沢市 スバル WRX STI セラミックコーティング
富山県富山市 ポルシェ ケンマン ガラスコーティング 施工事例
石川県金沢市 トヨタ RAV4 ガラスコーティング 施工事例
石川県金沢市 ホンダ N-BOX ガラスコーティング 施工事例
富山県富山市 日産 フェアレディZ ガラスコーティング 施工事例
石川県金沢市 スズキ ワゴンR ガラスコーティング 施工事例
石川県金沢市 トヨタ GRヤリス ガラスコーティング 施工事例
富山県高岡市 マツダ ロードスター ガラスコーティング 施工事例
石川県河北郡 ジープ レネゲード ガラスコーティング 施工事例
石川県河北郡 ダイハツ アトレーワゴン ガラスコーティング施工
富山県高岡市 ルノー メガーヌRS ガラスコーティング 施工事例
石川県河北郡 トヨタ プリウス ガラスコーティング 施工事例
石川県金沢市 MINI クーパーS ガラスコーティング 施工事例
石川県金沢市 ホンダ ヴェゼル ガラスコーティング 施工事例
石川県白山市 ダイハツ ウェイク ガラスコーティング 施工事例
石川県河北郡 スズキ ジムニー ガラスコーティング 施工事例
石川県河北郡 ホンダ ステップワゴン ガラスコーティング 事例
富山県高岡市 日産 エクストレイル ボディコーティング 施工事例
石川県河北郡 メルセデスベンツ Eクラス ガラスコーティング
石川県金沢市 トヨタ プリウス ガラスコーティング 施工事例
石川県白山市 BMW 3シリーズ ガラスコーティング 施工事例
富山県小矢部市 スズキ クロスビー ガラスコーティング 施工事例
石川県河北郡 トヨタ アルファード ガラスコーティング 施工事例
石川県鳳珠郡 日産 オーラ NISMO コーティング施工事例
石川県羽咋市 VW パサートヴァリアント ガラスコーティング
石川県かほく市 ホンダ N-VAN ガラスコーティング施工事例
石川県かほく市 三菱 アウトランダー ガラスコーティング施工事例
石川県野々市市 アウディ A4 セラミック系コーティング施工事例
富山県富山市 トヨタ カローラツーリング ガラスコーティング施工
石川県野々市市 ホンダ フリード ガラスコーティング施工事例
福井県坂井市 マツダ CX-5 セラミックコーティング施工事例
石川県金沢市 アルファロメオ 916 ガラスコーティング施工事例
富山県小矢部市 トヨタ ヤリスクロス ガラスコーティング施工事例
石川県河北郡 トヨタ ヴォクシー ガラスコーティング 施工事例
石川県羽咋市 トヨタ プリウス セラミックコーティング施工事例
石川県かほく市 トヨタ プリウス セラミックコーティング施工事例
石川県かほく市 スズキ ジムニー セラミックコーティング施工事例
石川県金沢市 三菱 アウトランダー ガラスコーティング施工事例
石川県かほく市 トヨタ RAV4 ガラスコーティング施工事例
石川県河北郡 ホンダ シビックタイプR セラミックコーティング
富山県高岡市 アルピーヌ A110S セラミックコーティング施工
石川県金沢市 ダイハツ アトレー ガラスコーティング施工事例
石川県小松市 トヨタ GR86 セラミックコーティング施工事例
石川県金沢市 トヨタ ランドクルーザー セラミックコーティング
石川県かほく市 レクサス LC グラフェンコーティング施工事例
石川県野々市市 日産 エクストレイル グラフェンコーティング施工事例
石川県かほく市 レクサス RX セラミックコーティング施工事例
富山県小矢部市 トヨタ ライズ セラミックコーティング施工事例
石川県金沢市 スバル フォレスター セラミックコーティング施工
石川県白山市 トヨタ アクア セラミックコーティング施工事例
石川県金沢市 スズキ ワゴンR グラフェンコーティング施工事例
石川県河北郡 トヨタ ハリアー セラミックコーティング施工事例
石川県白山市 VW ポロ GTI セラミックコーティング施工事例
石川県河北郡 ホンダ N-WGNカスタム ガラスコーティング